
The Complete Guide to Lapping in Machining
Lapping is a widely used process for achieving high levels of surface quality and precision in industrial manufacturing. The process involves the use of a lapping plate that is covered with abrasive particles, which are then used to remove material from the surface of the workpiece. The efficiency and effectiveness of the lapping process depend on a variety of factors, including the material of the lapping plates, the abrasives and lubricating fluids, and the relative speed at which the process is carried out.
Key Parameters to Consider in the Lapping Process
Lapping Process Motion: Understanding the Types and Their Impact
The motion type in the lapping process is crucial for ensuring processing accuracy. The most common motion type is the ring method, which involves placing workpieces inside a rotating ring set properly between the center of the lapping plate. This method allows for control over the amount of lapping plate abrasion and conditioning of the shape (concave, convex or saddle) of the lapping plate.
Double-sided lapping is another type of motion in the lapping process. It simultaneously laps both sides of the workpieces housed in carriers (wafer holders) that are placed symmetrically on the lapping plate, allowing the workpieces to have the same trajectories. Double-sided lapping works better on thicker workpieces as it has the helpful effect of minimizing the thickness variations and parallelism mistakes of the workpieces.
Lapping Plate
The lapping plate is one of the main factors in the lapping process. The surface accuracy and material of the lapping plate are critical. Cast iron lapping plates consist of hard cementite and relatively soft ferrite, making them very beneficial to lapping as they can ease unevenness of abrasive size. Composite lapping plates, on the other hand, are typically made from a mixture of synthetic resins, metal particles, and key bonding/hardening, resulting in improved performance and durability compared to cast iron lapping plates.
The lapping plate surface can also be grooved, such as crosscut, concentric circle, and spiral. These grooves are very effective not only in artificially creating functions similar to that of the cast iron plate but also in holding and supplying lapping slurries, discharging cutting chips, and deconcentrating the pressure distributions.
Lapping Slurry
Alumina (Al2O3) or silicon carbide (SiC) are used as lapping abrasives, as both are very hard with an efficient cutting action. Alumina abrasives are round-shaped with high toughness, making them hard to be crushed, whereas silicon carbide abrasives are easily crushed due to their sharp cutting edge.
In precision lapping applications, diamond slurries are often used as they offer several advantages over traditional abrasives such as Alumina or silicon carbide. Compared to conventional abrasives, diamond particles are harder and more robust, resulting in faster material removal and better surface finishing. Their particle size and shape are more uniform, which results in greater predictability and consistency of outcomes.
Diamond slurries are suspensions of diamond particles in a liquid medium, typically oil or water. As the workpiece is rubbed against it, the abrasive diamond particles in the slurry remove material from the workpiece.
The average size of the abrasives is proportional to the processing effectiveness and surface roughness of the workpiece. In general, the abrasives are gradually decreased in size as the lapping procedure progresses. This condition ensures excellent removal of the projected surface topographies and work-damaged layers created in the preceding processes so that the predetermined shape of the workpieces can be obtained.
The lapping slurry's reagents function to evenly disperse and lubricate the abrasives, allowing them to roll and transfer the cutting chips out. Oil or oil-based water solutions are used when the removal actions of the abrasives need
Mechanical Lapping Conditions: Understanding Processing Characteristics and Optimization Techniques
Processing Characteristics of Mechanical Lapping
There are several important processing characteristics that must be considered when carrying out mechanical lapping. These include the removal rate, lapping friction, surface roughness, and the formation of processed-damaged layers.
Removal Rate
The removal rate is a critical parameter in mechanical lapping and refers to the amount of material that is removed from the surface of the workpiece per unit time. The removal rate is influenced by several factors, including the size, type, and density of the abrasives used, as well as the relative speed (rotation number, drive distance) of the lapping plate. The removal rate can be calculated using Preston's formula:
(Stock removal) = α x (processing pressure) x (relative speed) x (processing time)
The value of the parameter α in the equation relies on various conditions such as the size, type, and density of the abrasives.
Lapping Friction
Lapping friction is another important parameter in mechanical lapping and refers to the resistance that the workpiece experiences as it moves over the lapping plate. The level of lapping friction is affected by the mechanical properties of the workpiece. Generally, harder workpieces tend to experience higher levels of friction. Increasing the processing pressure can also lead to an increase in lapping friction. This is because an increase in processing pressure leads to a greater number of acting abrasives, which in turn leads to an increase in the cutting depth of the abrasives. Nevertheless, once the processing pressure surpasses a specific threshold, the removal action of the workpiece hits its crushing limit and the processing friction becomes constant.
Surface Roughness
Surface roughness is an important consideration in mechanical lapping as it determines the quality of the final product. The surface roughness is influenced by the size and type of abrasives used, the processing pressure, and the relative speed of the lapping plate. Generally, a higher processing pressure and a lower relative speed lead to a smoother surface finish.
Processed-Damaged Layers
Processed-damaged layers are areas of the workpiece that have been damaged during the lapping process. These layers are caused by the pressure and friction that are exerted on the workpiece during lapping. The formation of processed-damaged layers can have a negative impact on the performance of the workpiece, particularly in applications where precision and surface quality are critical.
Here are some key guidelines that can assist you in achieving the desired finish during the lapping process:
How to Correct Lapping Plate Issues
Flatness is a critical characteristic in the manufacturing industry, especially in the production of high-precision components. The flatness of a surface is defined as the degree to which it deviates from being perfectly flat. Any variations from a flat surface can affect the quality of the products produced, leading to increased costs and reduced productivity. Therefore, it is essential to maintain the flatness of the surfaces used in manufacturing processes.
One of the primary methods for maintaining the flatness of surfaces is through lapping plates. Lapping plates are precision surfaces that are used to flatten and finish workpieces. These plates are typically made of cast iron, and over time, their flatness may be affected by wear and tear, leading to either concave or convex surfaces.
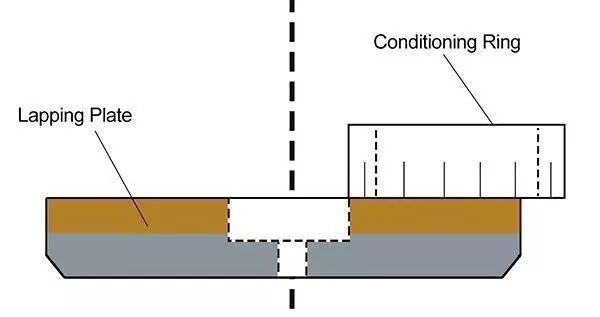
Concave Lapping Plate correction
Correcting concave lapping plates involves moving all conditioning rings outward and starting the lapping machine while applying Kemox HSR abrasive slurry. The slurry should be placed between the conditioning rings, and their rotation will draw the abrasive to the outer area of the Kemet plate. It is essential to check the plate's flatness at regular five-minute intervals until the correction rate has been established. This is because correcting concave surfaces can be much faster than correcting convex surfaces. It is also possible to go past the flat condition to the convex, so it is crucial to monitor the plate's condition closely.
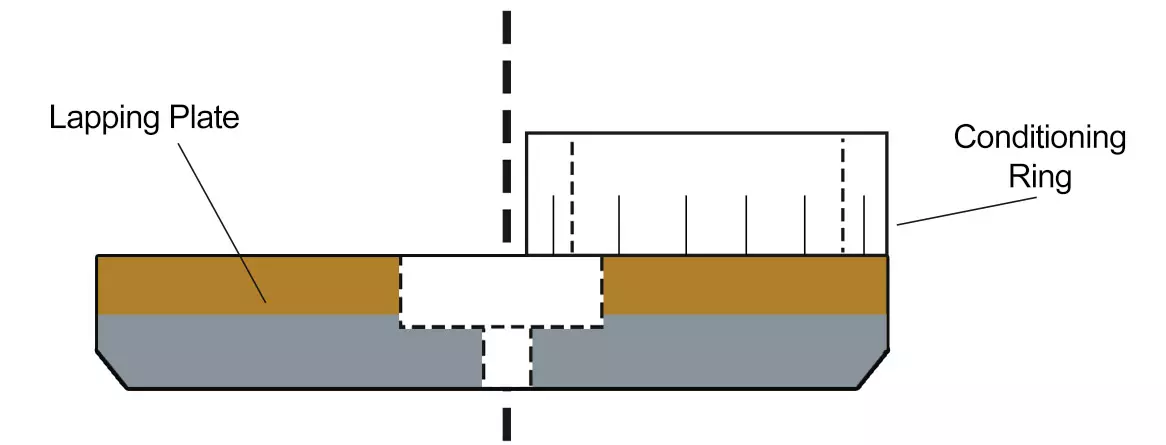
Convex Lapping Plate correction
Remove one of the lapping machines conditioning rings. Position the ring or rings towards the center of the plate, ensuring that a ring glides just over the outer edge to prevent the formation of a step during the conditioning process. Fill the machine's abrasive system with the appropriate slurry, depending on the desired stock removal. Kemox HSR offers the highest stock removal at 29 micrometers, Kemox 400 provides 23 micrometers, and Kemox 800 yields 14 micrometers. Initiate the machine and allow the mixture to slowly drip onto the Kemet Plate. This technique can effectively rectify a 15 or 24-inch diameter Kemet Lapping Plate, reducing its convexity by 0.005-0.01mm every 20 minutes. If a plate is significantly convex, it is advisable to consider having it turned or re-machined.
Issues with Parallelism?
To lap parts parallel, ensure that the lapping plate is flat. Ensure the machines hand pressure weight is also lapped flat on the plate. Avoid using felt pads or non-skid-faced weights. For best results, lap an uneven number of parts, such as three, five, or seven, and use dummy parts to make up the number. Turn parts over and lap at least three times using only short lapping cycles. Check parallelism and flatness regularly, and ensure that special fixtures used are balanced for weight.
Scratched Components Solution
Scratches on components during lapping can result from various factors. To avoid this, ensure that the correct type of Kemet plate is being used, with Kemet Copper XP and Kemet Tin being the most popular polishing plates. Use the correct grade Kemet liquid diamond, with micron sizes 6 and below being considered polishing grades. Avoid using a plate that is too wet. Use "just moist" Kemet plates for the best polishing results. If polishing soft materials like brass, copper, aluminum, or soft steel, consider a two-stage process, finishing with a polishing cloth such as Type ASFL-AW and 1 or 3 micron Kemet liquid diamond. Also, ensure that ceramic or plastic-faced conditioning rings are used when using a polishing cloth, as cast iron rings can cause scratching. Use the polishing machine in a suitable working environment, away from grinding and other similar machines. Ensure that parts are clean before lapping and cleaned between lapping operations to avoid cross-contamination. Finally, ensure that parts are demagnetized after grinding.
How to Select the Appropriate Kemet Plate and Abrasive for Lapping or Polishing Different Materials
The information presented below is solely intended as a guide. We recommend that you send your parts to Kemet for testing to determine the appropriate lapping plate and abrasive media that are best suited for your specific parts, before moving forward.
L = Typical Lapping Plate and Kemet Diamond Micron Size
P = Typical Polishing Plate and Kemet Micron Size
P* = Mirror finish polish
PP = Prepolish
C = Cerium Oxide
* = Kemox 0-800 Abrasive
+ = No Abrasive Required
| Material | Plate Type | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| ASFL-A Pol. Cloth | Col-K | Kemet LP | Kemet XF | Kemet XP | Kemet Copper | Kemet PR3 | Kemet BP | Kemet Iron | Cast Iron | |
| Altic | P < 1μ | L 6μ | L 6μ | |||||||
| Aluminum | P 3μ | P* | L * | |||||||
| Brass | P 3μ | P 3μ | L * | |||||||
| Technical Ceramic | P 3μ | L 6μ | L 14μ | |||||||
| Carbon | P 3μ | L 6μ | L * | |||||||
| Ferrite | P 1μ | P 3μ | L 8μ | |||||||
| Ni Resist | P 3μ | L * | ||||||||
| Plastics | P 3μ | L* | ||||||||
| Hard Steel | P 3μ | P* | P 3μ | P 3μ | L 14μ | |||||
| Soft Steel | P 3μ | P 3μ | L 14μ | L * | ||||||
| Mold Steel | P 3μ | P* | P 3μ | L * | ||||||
| Sapphire | P 1μ | |||||||||
| Silicon Carbide | P 3μ | L 14μ | ||||||||
| Stellite | P 3μ | P* | P 3μ | L* | ||||||
| Tungsten Carbide | P 3μ | P 3μ | P 3μ | L 14μ | L 14μ | |||||
| Stainless Steel | P 3μ | P* | P 6μ | |||||||
| Optics | C 1μ | |||||||||
| Cobalt Chrome | P* | L 10μ | PP 6μ | L 14μ | ||||||
| Titanium | P* | L 10μ | PP 6μ | L14μ | ||||||
