
Surface Finishing: Types, Methods, and Technologies
An array of surface finishing technologies and methods are available to effectively finish your parts, each offering distinct surface finishes and flatness results.
Lapping Process
The process of lapping is a precise operation that relies on the cutting power of a free abrasive grain in a carrier or a fixed abrasive particle within a composite lapping plate matrix. There are two types of lapping processes available: Diamond and Conventional. With proper monitoring and control of the flatness of the lapping plate, both types of lapping can achieve exceptional flatness results as fine as 0.0003mm. Unlike other cutting methods such as CNC, turning, milling, and grinding, lapping is a gentle stock removal process that uniformly transfers the flatness of the lapping plate to the component being lapped, minimizing the introduction of any additional stress. The combination of diamond and composite processes offer an even wider range of achievable surface finishes, allowing for unparalleled precision and accuracy.
Polishing Process
The polishing process is commonly performed subsequent to lapping to achieve the finest possible surface finish. There are several compelling reasons for engaging in polishing, including but not limited to: creating mirror-like surfaces, enhancing the aesthetic appeal of materials, optimizing sealing surfaces, measuring flatness optically, improving electrical conductivity, and enhancing the optical properties of materials.
Chemical Mechanical Polishing (CMP)
Chemical mechanical polishing (CMP) or planarization is a cutting-edge process that employs a unique combination of chemical and mechanical forces to achieve unparalleled surface smoothing. It is widely regarded as a hybrid of chemical etching and free abrasive polishing (Lapping). CMP processes are especially useful in situations where a super low Ra is needed or where scratch-free microscopic images are essential, such as in metallurgical samples for micro hardness testing.

Centrifugal Polishing
Centrifugal polishing employs an impressive gravitational force, generated by a specialized drive mechanism that produces forces 5-25 times stronger than normal gravity. The process utilizes 3-4 hexagonal or circular barrels mounted on a turret that rotates at high speeds in opposing directions. As a result, the centrifugal force increases the weight of the abrasive media in the barrels, creating a rapid cutting action as the media slides against the components within the barrels.
Vibratory Finishing
Vibratory finishing is a popular mass finishing technique utilized for a broad range of applications such as deburring, descaling, radius formation, burnishing, cleaning, and brightening small to medium-sized workpieces. The process involves using specially shaped media pellets that work to achieve the desired surface results.
Grinding Process
Grinding is a process that involves removing material from a workpiece using an abrasive material. The abrasive material is typically a harder substance than the workpiece and is used to cut, polish, or refine its surface. The grinding process can be used to create a variety of finishes, from rough to mirror-like, depending on the specific requirements of the application.
Drag Finishing
Drag finishing is a surface finishing process that uses a combination of mechanical friction, abrasive media, and chemical compounds to smooth, deburr, and polish the surfaces of metal or plastic parts. In this process, the parts are attached to fixtures and then mechanically dragged through a container filled with abrasive media, compounds, and water.
Surface Finishing Standards
Surface finishing standards play a crucial role in ensuring high-quality products and components across a wide range of industries, including aerospace, automotive, medical devices, and manufacturing. Surface roughness is a critical aspect of any finished product or component, and standards such as Ra and Rz are commonly used to measure and specify the desired level of roughness.
The Ra standard, also known as the arithmetic average roughness, is the most widely used surface finishing standard. It calculates the average deviation of the surface from its mean line over a given sample length. Ra is a single-value measurement that provides an indication of the surface roughness, but it may not capture significant scratches or surface irregularities that fall outside the sample length. This means that Ra may not always be the most appropriate standard for certain applications where the presence of even small defects could be critical.
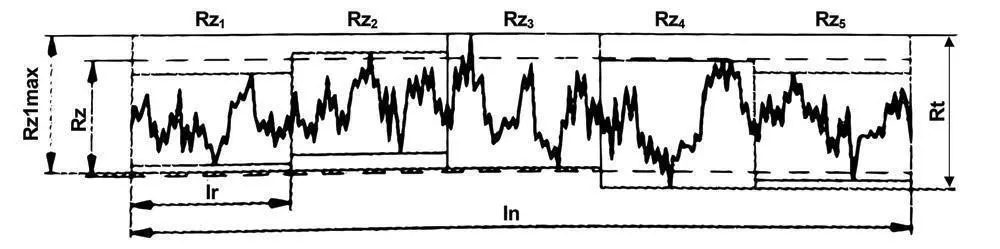
The Rz standard, on the other hand, offers a more comprehensive approach to surface roughness measurement. Rz stands for the mean roughness depth and calculates the average of the maximum peak-to-valley height measurements from five sampling lengths of the surface profile. Unlike Ra, Rz measures the worst-case peak-to-valley height for each sampling length, which provides a more complete picture of the surface roughness. Rz also takes into account any surface irregularities or defects that fall outside the sample length, making it a more reliable standard for measuring and specifying surface roughness.
The Rz standard can be particularly useful for applications where the surface finish is critical to the performance of the component. For example, in the medical device industry, where components must be free of any surface defects that could compromise patient safety, Rz is often the preferred surface finishing standard. Similarly, in the aerospace industry, where components must withstand extreme conditions and high stress, Rz can help ensure the necessary level of surface integrity.
It is worth noting that there are many other surface finishing standards besides Ra and Rz, including Rq, Rt, and Rp, among others. Each standard has its own unique approach to measuring surface roughness, and the choice of which standard to use will depend on the specific requirements of the application.
Roughness value RA expressed as the arithmetic mean

The roughness profile's overall height (Rt), average roughness depth (Rz), and maximum roughness depth (Rz1max).
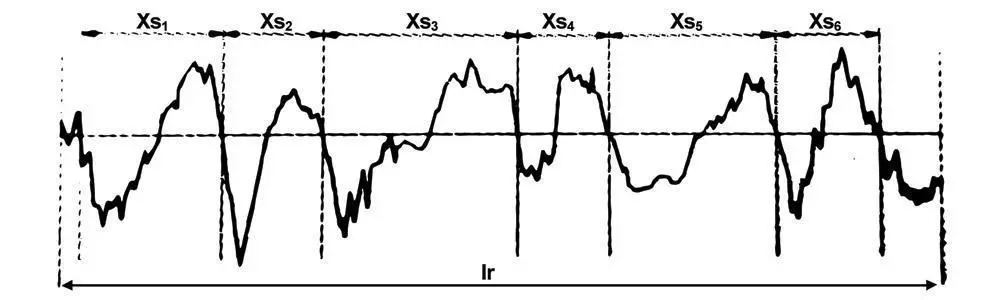
The average groove spacing RSm is determined by calculating the mean value of the spacing Xsi between the profile elements.
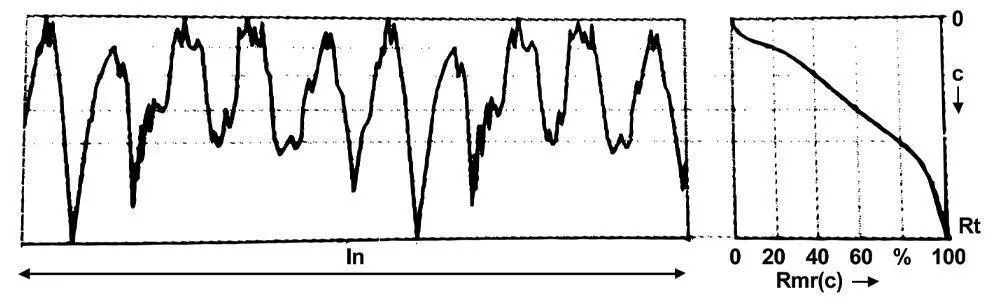
The material component curve of the profile shows how the material component Rmr(c) varies as a function of the section height c, as represented by the Abbott-Firestone Curve.
Why Surface Finishing is Important
Surface finishing is a crucial step in the manufacturing process of any mechanical component. The surface finish of a part determines its appearance, function, and performance. Surface finishing refers to the final treatment applied to the surface of a component to achieve the desired texture, roughness, and visual appearance. Surface finishing is an essential step in modern manufacturing as it plays a critical role in enhancing the quality, reliability, and durability of a product.
The most apparent reason for surface finishing is aesthetics. A well-finished surface can significantly improve the appearance of a product. Consumers are attracted to products with a smooth, polished surface that looks aesthetically pleasing. Products that are visually appealing can help to increase the perceived value of the product and, in turn, lead to higher sales.
The surface finish of a component plays a significant role in its wear resistance. A poorly finished surface can lead to premature wear and tear of a component, leading to reduced performance and the need for frequent replacements. On the other hand, a well-finished surface can improve the wear resistance of a component, leading to increased performance and longer product life. The surface finish of a component can also affect its ability to retain lubrication. A surface with a rough texture can lead to reduced lubrication retention, leading to increased friction, heat, and wear. In contrast, a smooth surface can help to retain lubrication, reducing friction, heat, and wear, and increasing the overall performance and lifespan of the component.
Surface finishing is also crucial in achieving an effective seal between two mating surfaces. A well-finished surface can help to create a tight seal between two surfaces, preventing leaks and reducing the risk of component failure. In contrast, a poorly finished surface can lead to leaks and a reduced ability to seal, leading to reduced performance and reliability. The surface finish can also affect the corrosion resistance of a component. A surface with a rough texture can provide more surface area for corrosion to occur, leading to reduced corrosion resistance. A smooth surface, on the other hand, can reduce the surface area available for corrosion to occur, leading to improved corrosion resistance and longer product life. This symbol![]() represents the flatness required
represents the flatness required
Here is an excerpt from a technical drawing that displays instances of the necessary surface finish.
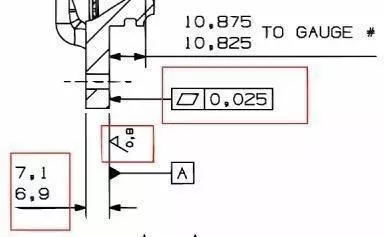
Common Surface Finish Statements on Technical Drawings:

Symbol A Indicating how to define the upper limit of roughness value in Ra microns.
Symbol B Demonstrating how to specify both minimum and maximum roughness values.
Symbol C Describing how to specify the maximum roughness value and the corresponding finishing process.
How is Surface Finish Measured
There are two main methods of measuring surface finish: contact and non-contact systems. Contact measuring systems involve the use of either a ruby ball or a diamond stylus that runs across the surface of a part in a single short trace. These systems measure the peaks and valleys on the surface of the part to calculate the surface finish. The ruby ball or diamond stylus is attached to a probe that is connected to a measuring instrument. As the probe runs across the surface, the instrument measures the displacement of the probe, which is then used to calculate the surface roughness. The contact method is a low-cost solution, and handheld tools can be purchased at reasonable prices. It is the preferred method for measuring surface finish for most engineering applications. The results obtained from this method are accurate and reliable, and the measuring process is fast and easy to perform. Moreover, the contact method can measure the surface finish of both flat and curved surfaces.
Non-contact measuring systems, on the other hand, use an interferometer or laser to bounce off a surface and give a 3D render of the surface. This method is more expensive but takes into account the entire surface being measured rather than just a single trace. This type of measuring system is more essential for optical surface finish measurement. The interferometer-based measuring system uses a light source, such as a laser, to create interference patterns. The patterns generated are analyzed to obtain the surface roughness data. This method is highly accurate, and the results are reliable. It is suitable for measuring the surface finish of optical components, where the surface finish requirements are very high. The laser-based measuring system, also known as a confocal microscope, uses a laser to scan the surface of the part. The reflected laser light is captured by a detector and analyzed to obtain the surface finish data. This method is highly precise and can measure the surface finish of very small areas.
Importance of Surface Roughness
Surface roughness is an important property of a material that determines its surface texture or flatness. It refers to the deviations in the surface of a material from its ideal form. These deviations from the normal vector of a real surface are used to quantify the roughness of the material. Surface roughness has multiple applications, and its value varies depending on the application.
Surface roughness plays a significant role in determining the interaction of objects with the environment. For example, in engineering applications, surface roughness affects the friction, wear, and fatigue of materials. It also affects the ability of a material to bond, seal or paint. In microscopy, low surface roughness is essential for obtaining accurate images of a sample. A rough surface can cause scattering of light or electrons, resulting in blurred or distorted images. Therefore, the control of surface roughness is crucial for various applications.
Surface roughness can be measured using various techniques, including optical profilometry, atomic force microscopy (AFM), stylus profilometry, and scanning electron microscopy (SEM). Optical profilometry is a non-contact method that uses a laser or white light to scan the surface of a material. It provides high-resolution 3D images of the surface and can measure roughness parameters such as Ra (average roughness), Rz (average maximum peak-to-valley height), and Rq (root mean square roughness). Atomic force microscopy (AFM) is another non-contact method that uses a sharp probe to scan the surface of a material. It provides a high-resolution 3D image of the surface and can measure roughness parameters such as Ra, Rq, and Rmax (maximum peak-to-valley height). Stylus profilometry is a contact method that uses a stylus to trace the surface of a material. It provides a 2D profile of the surface and can measure roughness parameters such as Ra, Rz, and Rq. Scanning electron microscopy (SEM) is a method that uses electrons to scan the surface of a material. It provides high-resolution 2D images of the surface and can measure roughness parameters such as Ra and Rz.
Surface polishing and grinding are techniques used to control and reduce the surface roughness of a material. Surface polishing involves the use of abrasive materials to remove surface irregularities and produce a smooth surface. It is commonly used for applications such as optics, semiconductors, and medical implants. Grinding, on the other hand, involves the use of abrasive wheels or belts to remove large amounts of material and produce a flat surface. It is commonly used in applications such as automotive and aerospace industries.
Surface Flatness vs Surface Finish
Although surface finish and flatness are different characteristics, they are interrelated and can influence each other. For example, a high surface roughness can make a surface appear less flat, as the roughness peaks and valleys can cause the surface to deviate from the reference plane. Therefore, a product with a high surface finish will often have better flatness, as the smoother surface reduces the deviations and conforms better to the reference plane. On the other hand, flatness can also affect the surface finish, especially when the surface is machined or ground. The machining process can induce surface irregularities that affect the surface roughness, such as tool marks, chatter, and vibration. Therefore, to achieve a high surface finish, it is essential to ensure that the surface is flat and stable during the machining process.
Surface Finish Tolerance
Tolerance refers to the allowable variation in the dimensions of a product. In manufacturing, it is impossible to produce a product with exact dimensions due to variations in the manufacturing process. Tolerance is, therefore, used to define the acceptable variation in the dimensions of a product. Tolerance is specified using the plus or minus symbol (+/-) followed by a number representing the allowable variation in the dimension. For example, a tolerance of +/- 0.001 inches means that the dimension can vary by 0.001 inches in either direction. Tolerance is essential in manufacturing because it ensures that the product meets the required specifications. Without tolerance, it would be impossible to produce products that meet the required specifications consistently. Tolerance is often specified in engineering drawings, which provide a detailed description of the dimensions, tolerances, and other specifications of the product. Surface Finish and Tolerance in Manufacturing Surface finish and tolerance play a crucial role in the manufacturing process. They affect the performance, functionality, and quality of the product. The choice of surface finish and tolerance depends on the intended use of the product, the manufacturing process, and the materials used.
