精炼钴铬合金表面
骨科植入物需要高精度,而钴铬(Co-Cr)合金是这些应用的理想材料。为了实现所需的尺寸精度,常常使用研磨和抛光工艺。多年来,Kemet 与领先的制造商合作,精炼钴铬部件,以满足最严格的平整度和表面光洁度要求。
使用 Kemet 球形抛光机 进行两个 W604 钴铬杯的表面处理
用于表面处理的设备包括 Kemet 球形抛光机、铸铁研磨盘、MRE 布料、Kemet 钻石膏 1-KC547、OS 润滑液、CO-42 清洗液和精密工具。
工艺
使用 MRE 布料配合 1-KC547 钻石膏,并在 40 psi 压力下喷洒两次 OS 润滑液。每个杯子的加工时间为 20 分钟。为了避免边缘刮伤,研磨盘上放置了三块毛毡。然后将杯子放在研磨盘上,启动抛光过程。
结果
经过表面处理后,杯子表面没有看到气泡,边缘也没有划痕。为了达到预期的结果,未使用碳化硅研磨。使用 MRE 布料和 1-KC547 钻石膏有助于在所需的时间范围内实现镜面般的表面光洁度。
表面处理后的钴铬

钴铬是骨科植入物中广泛使用的材料,因其生物兼容性和机械强度。对于这些植入物,一个关键的要求是镜面般的表面光洁度。达到这种光洁度需要专业的设备和技术。
此工艺使用的主要设备是 Kemet 球形抛光机,它使用铸铁研磨盘和 NLH 布料。还使用了以下材料:
- Kemet 钻石膏 14-KD-C2 和 1-KC547
- OS 润滑液
- CO-42 清洗液
- 精密工具
工艺
抛光钴铬球的过程分为两个阶段。第一阶段使用 NLH 布料、14-KD-C2 钻石膏和两次喷洒 OS 润滑液,在 30 psi 的压力下进行。此阶段的加工时间为 10 分钟。第二阶段使用 NLH 布料、1-KC547 钻石膏和两次喷洒 OS 润滑液,在 30 psi 的压力下进行。此阶段的加工时间也是 10 分钟。每个部件的总加工时间为 20 分钟。
结果
完成抛光后,在球体顶部测得的表面光洁度为 Ra 0.0084 µm。通过 x5 显微镜观察,未见划痕。此过程需要两个阶段,从而将抛光时间减少到 25 分钟以内。值得注意的是,未使用碳化硅研磨。
表面处理后的钴铬

钴铬杯在医疗行业中广泛用于假体植入物。为了确保其正常功能和使用寿命,实现所需的表面光洁度和尺寸精度至关重要。以下是使用 Kemet 球形抛光机 镜面抛光 12 个直径为 50 毫米的钴铬杯的工艺。
此过程中使用的设备包括 Kemet 球形抛光机、铸铁研磨盘、NLH 布料、Kemet 钻石膏 1-KC547、OS 润滑液、CO-42 清洗液和精密工具。
工艺
工艺开始时,将研磨盘安装到球形抛光机的驱动轴上。在研磨盘上放置一块 NLH 布料,并将 1-KC547 钻石膏涂抹在布料的中间。然后将加工好的钴铬杯推入加工轴并插入支架中。喷洒少量的 OS 润滑液,运行 15-20 分钟,直到抛光到所需的表面光洁度。
需要注意的是,抛光杯子的扫掠角度与抛光头部时的扫掠角度有所不同。
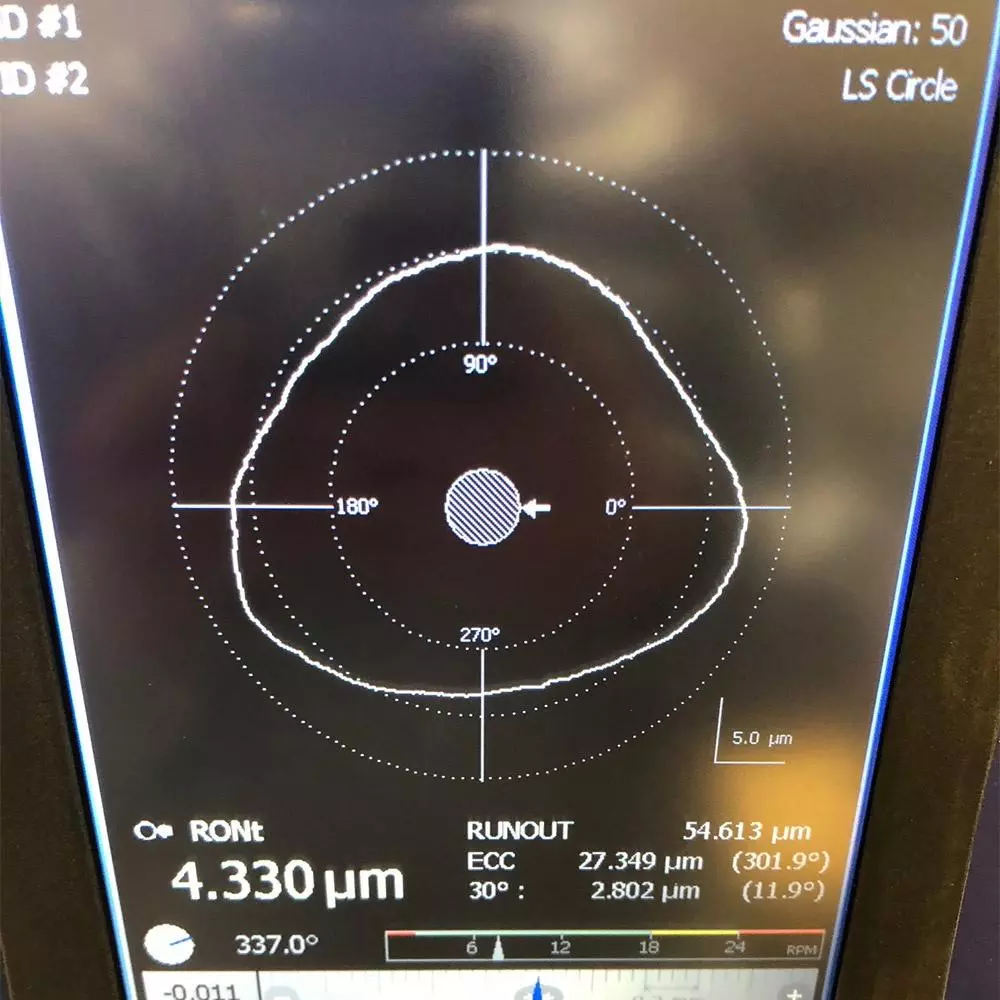
结果
使用上述工艺抛光 12 个钴铬杯后,表面光洁度达到 0.0122 µm,圆度为 4.33 µm。结果表明,该工艺有效地实现了钴铬杯所需的表面光洁度和尺寸精度。
表面处理后的钴铬杯